简体中文
简体中文 ENGLISH
ENGLISH
Environmental quality monitoring equipment

brand:新地标环保
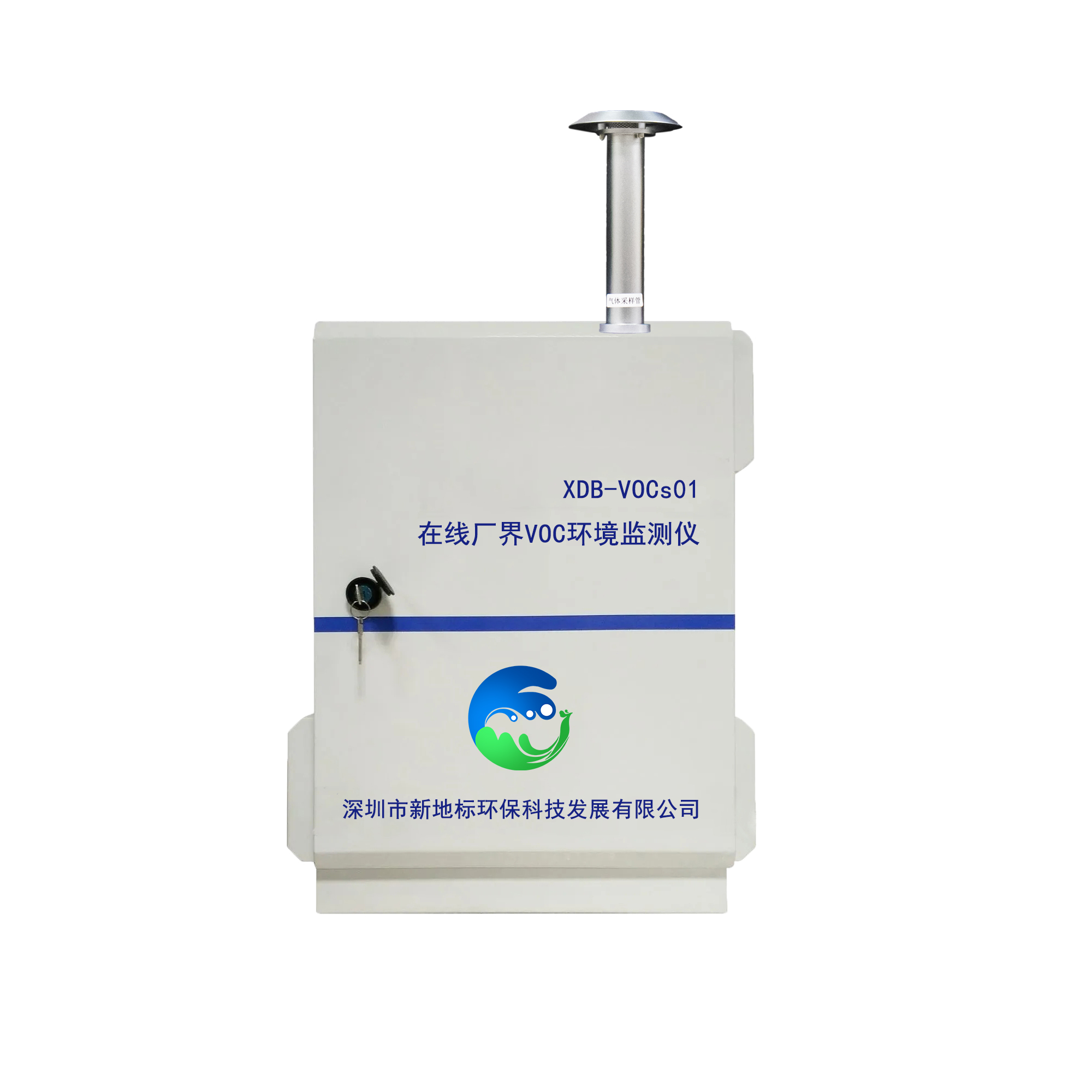
Description:This instrument is mainly used for real-time monitoring of VOCs gas in the factory, mainly using PID (photoionization) detector as the core component, is a highly sensitive, wide range of detectors, can detect ppb level organic gas, through the built-in air pump to extract the factory air, after sampling pretreatment system processing for concentration detection. Real-time detection of data transmission through the built-in wireless transmission unit. In addition to meeting the current gas concentration monitoring requirements, the system can also monitor meteorological parameters, and reserve a variety of toxic gas sensor expansion and plant unified scheduling, early warning and forecasting functions, which can achieve a complete monitoring, monitoring and early warning system of the plant, promote the level of harmful gas monitoring and emergency response in the plant with information technology, and comprehensively improve the safety of production and emergency response
On-line factory Volatile Organic Compound VOCs Monitor XDB-VOCs01
First, product introduction
This instrument is mainly used for real-time monitoring of VOCs gas in the factory, mainly using PID (photoionization) detector as the core component, is a highly sensitive, wide range of detectors, can detect ppb level organic gas, through the built-in air pump to extract the factory air, after sampling pretreatment system processing for concentration detection. Real-time detection of data transmission through the built-in wireless transmission unit. In addition to meeting the current gas concentration monitoring requirements, the system can also monitor meteorological parameters, and reserve a variety of toxic gas sensor expansion and plant unified scheduling, early warning and forecasting functions, which can realize a complete monitoring, monitoring and early warning system of the plant, and promote the harmful gas monitoring business and emergency response level of the plant with information technology. Comprehensively improve production safety and emergency handling capacity.
Second, product use
For unorganized emission detection; Unorganized emission means that the exhaust gas generated in the production process is discharged directly to the outside, and it is not discharged through the exhaust cylinder. The sampling location is the main production workshop. The sampling point is set in the workplace near the equipment with high dispersion concentration, and the workplace with the longest exposure time of the worker is considered.
Third, product characteristics
1, can be customized, routine monitoring VOCs and meteorological five parameters, and can be expanded to other plant monitoring gas;
2, built-in 10,000 hours of diaphragm air pump and automatic control of its flow at 1.0L/min;
3, using imported PID detector, monitoring accuracy up to PPB level;
4, external air pretreatment device, can effectively filter dust and humidity;
5, modular design, reduce operation and maintenance costs;
6, built-in large capacity high-performance battery, can ensure that the power off after more than 48 hours;
7, built-in data transmission terminal DTU, through the network and big data platform docking, to achieve real-time query of user terminal data.
8, the use of double shell, good heat insulation effect, to prevent corrosive gas and rain on the shell corrosion, prolong the service life of the equipment.
9, the equipment installation method is flexible, support a variety of installation methods, such as wall-mounted and fixed.
10, gas sampling and processing device, the plant boundary gas for water gas and dust filtration. 11, the instrument adopts a three-layer installation structure, the detection unit is placed in the middle of the instrument; And through the shell and internal temperature controller to control the temperature of the control equipment at about 40℃, to ensure the accuracy of the sensor in the gas detection.
12, the stainless steel shell is more suitable for the use of VOC detection instruments in chemical parks, effectively preventing the corrosion of corrosive gases and rainfall on the shell, and ensuring the service life of the equipment.
13, built-in imported diaphragm air pump, life of up to 10,000 hours, can ensure stable airflow, so that the test results are more accurate.
14, built-in large capacity 12AH battery, in the case of full charge can ensure power off for more than 48 hours.
15, intake air pretreatment system, intake pipe heating pretreatment, reduce the interference caused by environmental moisture to sensor detection.
16, the intake pipe is equipped with a filter, which can handle the dust in the gas, so that the clean gas enters the detector, extending the life of the sensor and ensuring the detection accuracy.

5. Main technical parameters
Detection principle photoionization
Sampling mode Pumping type
Detection ranges 1 ppb to 50 ppm and 50 ppb to 6,000 ppm are optional
Working power supply AC220V, solar energy
Output mode wired (RS485), wireless GPRS (reliable transmission using TCP)
Detection accuracy ± 5%FS
Response time <15s
Installation mode Wall hanging or riser installation
Service life Main engine 5 years, sensor (main body 2 years, UV lamp 6 months replacement)
Operating temperature -20℃~50℃
Operating humidity 0~95%RH (no condensation)
Overall dimensions 466× 367× 1063 mm
The machine weight is 45KG